Auteur: Coen – laatste bewerking: 22 december 2024
Een fiber laser snijder voor metaal snijdt moeiteloos door metaal alsof het niets is. Hier leggen we uit hoe een fiber laser werkt.
Een lasersnijder voor metaal maakt gebruik van een geconcentreerde laserstraal om metaal met extreme precisie te snijden of te graveren. Op deze pagina concentreren we ons op hoge vermogen fiber laser snijders voor het lasersnijden van metaal. De laserstraal wordt gegenereerd door een fiber laserbron en via een optische fiber en lenzen naar het werkoppervlak geleid. Door de intense hitte smelt, verdampt of verbrandt het metaal precies langs de gewenste snijlijn, zonder fysiek contact met het materiaal. Dit proces is niet alleen uiterst nauwkeurig, maar ook efficiënt en geschikt voor diverse metaalsoorten, zoals staal, aluminium en koper, in uiteenlopende diktes. Een combinatie van geavanceerde technologie en computergestuurde precisie maakt lasersnijders onmisbaar in moderne metaalbewerking.

Op deze pagina
Hoge energie coherent laser licht

Proces van continue metaal smelten
Wanneer de laserstraal op het oppervlak van het werkstuk wordt gestraald, wordt de lichtenergie geabsorbeerd en omgezet in warmte-energie, zodat de temperatuur op de bestralingsplek snel wordt verhoogd, gesmolten en verdampt waardoor een kleine put gevormd wordt. Het metaal rond de plekken smelt door thermische diffusie. De metaaldamp in de kleine put zet snel uit, wat een micro-explosie veroorzaakt. Het gesmolten materiaal wordt met hoge snelheid uitgeworpen waarbij een gat met een grote bovenzijde en een kleine onderzijde ontstaat in het werkstuk.
Belangrijke aspecten van een Fiber Laser Snijder voor Metaal
Een fiber lasersnijder voor metaal biedt diverse mogelijkheden en voordelen. De laser basiskenmerken, zoals precisie, snelheid en energie-efficiëntie, maken deze technologie ideaal voor nauwkeurige metaalbewerking. De machines kunnen verschillende maximale plaatdiktes aan, afhankelijk van het type en de kracht van de laser, en leveren gladde snijranden die vaak geen nabewerking vereisen.
Dankzij hun flexibele inzet zijn fiber lasersnijders perfect voor zowel prototyping als kleine productiebatches als voor seriematig productiewerk. Door het eenvoudig importeren van CAD-ontwerpen kunnen complexe patronen snel en nauwkeurig worden uitgevoerd. De geavanceerde snijkop met automatische focus-hoogtecorrectie zorgt ervoor dat de machine zich aanpast aan variaties in het materiaal, wat consistent hoogwaardige resultaten garandeert.
Laser basiskenmerken
Een laser is een krachtige lichtbundel die wordt geproduceerd door een proces genaamd gestimuleerde emissie van straling. Dit proces versterkt lichtgolven door ze in één richting te bundelen, waardoor een extreem geconcentreerde en coherente lichtstraal ontstaat. Hierdoor heeft een laser unieke eigenschappen zoals hoge intensiteit, precisie en consistentie, die essentieel zijn voor toepassingen zoals lasersnijden en graveren.
- Hoge intensiteit en felheid
- Kleine golflengte range
- Monochroom licht
- Goede coherentie en lange coherentielengte
- Mooie parallel bunder met goede directionaliteit
")
Maximale plaatdikte voor een Fiber Laser Snijder voor Metaal
Fiber laser snijders voor metaal met een 1.5kW bron kunnen 3-4 mm roest vrij staal braamloos snijden en tot ~10 mmm dik koolstofstaal als er zuurstof wordt toegevoegd. Als er zuurstof wordt gebruikt dan wordt er echter een dunne oxide film op het snijoppervlak gevormd. De maximale snijdikte kan worden vergroot, maar met grotere snij toleranties.Met laservermogens tot 20kW kan tot 40mm roest vast staal gesneden worden.
Nauwelijks nabewerking
De investering in een fiber laser metaal snijder is afgelopen jaren flink gedaald maar nog steeds significant. Voordeel is vaak dat er weinig nabewerking nodig is in vervolgstappen wat tot lagere kosten leidt.


Flexibel en ook voor prototyping en kleine batches
Omdat er verder geen gereedschapskosten zijn, is de lasersnij apparatuur ook geschikt voor het maken van kleine batches onderdelen.
Importeren van CAD ontwerpen
Fiber laser metaal snijmachines gebruiken een geautomatiseerde digitale CNC besturingstechnologie. Nadat het apparaat is ingeschakeld, kunnen de snijgegevens worden verstuurd vanaf een ontwerp CAD werkstation.
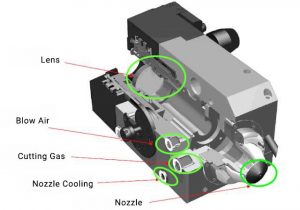
De snijkop van een Fiber Laser Snijder voor Metaal
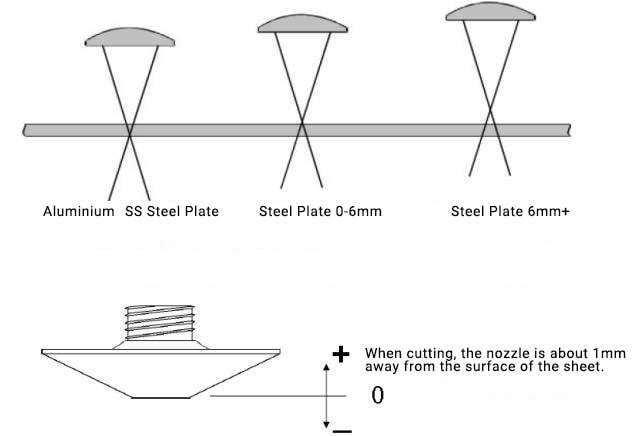
Hiernaast staat een globale weergave van een fiber laser snij kop. Tijdens het snijden bevindt deze snij kop zich ongeveer 1 mm boven het plaatmateriaal. De focus hoogte varieert afhankelijk van de materiaaldikte en materiaal soort en heeft een grote invloed op de uiteindelijke snijkwaliteit van rand en oppervlakte van het materiaal.
Bij het snijden van koolstofstaal ligt de focus bijvoorbeeld op het bovenoppervlak van de plaat. Bij het snijden van roestvrij staal ligt de focus op ongeveer de helft van de dikte van de plaat. Bij het snijden van een aluminiumlegering ligt de brandpuntsafstand dicht bij het onder oppervlak van de plaat.
Automatisch focus hoogte correctie
Tijdens het snijproces verandert, vanwege oneffenheden in het oppervlak van het materiaal, de brandpuntsafstand van de laser, waardoor de snijkwaliteit wordt beïnvloed.
Om dit fenomeen te ondervangen, is er een capacitieve sensor op de laserkop geplaatst. Deze meet extreem nauwkeurig en in real-time de afstand tussen de laserkop en het werkstuk. Deze informatie wordt naar de laser controller doorgegeven.
Volgens wordt deze informatie gebruikt om de hoogte van de snijkop in realtime aan te passen door middel van een heel nauwkeurige actuator. Hiermee wordt een gesloten-lusregeling gecreëerd die continue en in real-time de snijkop hoogte aanpast aan het materiaal zodat deze altijd perfect op de juiste focus hoogte staat ingesteld.

Definitie en geschiedenis van fiber laser snijder voor metaal
Fiber laser snijden is een hete snijmethode die gebruik maakt van de gefocusseerde laserstraal met hoge vermogensdichtheid als de belangrijkste warmtebron. De laserstraal zorgt ervoor dat waar het werkstuk geraakt wordt door de bundel het materiaal snel smelt en verdampt. Tegelijkertijd wordt er met behulp van een snelle luchtstroom gesmolten materiaal weggeblazen. Door dit continue te doen wordt het werkstuk gesneden.
De afgelopen jaren zijn laserbronnen en glasvezeltechnieken verbeterd en betaalbaarder geworden zodat ze op steeds grotere schaal ingezet kunnen worden. Het werkgebied breidt zich nog steeds uit door de grote hoeveelheid onderzoek en ontwikkeling in deze industrie.
De eerste lasersnijmachine ter wereld is ontstaan in de jaren 70. In de afgelopen 40 jaar, met de voortdurende uitbreiding van de toepassing en voortdurende verbetering van lasersnijmachines, hebben veel ondernemingen zich beziggehouden met de productie van verschillende soorten lasersnijmachines om aan de vraag van de markt te voldoen. Er zijn nu speciale machines voor het snijden van 2D plaatmateriaal, 3D laser snijmachine en pijp lasersnijmachines.

Lasersnijden van metalen platen
Op het gebied van het snijden van dunne platen wordt de traditionele CO2-laser en YAG-laser geleidelijk ingenomen door fiber laser metaal snijders, voornamelijk om de volgende redenen:
- Lage kosten. De foto-elektrische conversie-efficiëntie van een fiberlaser is ongeveer 30%. De foto-elektrische conversie-efficiëntie van een CO2-laser is 6 ~ 10% en de foto-elektrische conversie-efficiëntie van YAG-lasers is slechts 3%. Bovendien heeft de fiber laser bron geen kwetsbare onderdelen en zijn de onderhoudskosten typisch laag.
- Optische fiber lasers hebben een klein volume, lichtgewicht, beweegbare en flexibele kop zodat ze makkelijk ingezet kunnen worden voor een groot aantal toepassingen.
- Door gebruik te maken van optische glasvezels voor de lichtgeleiding is de optische lichtstraal lengte altijd constant. Hierdoor is ook de snijkwaliteit altijd constant. Bij CO2 lasers is het lichtpad niet constant waardoor er vaker moet worden afgesteld en de snijkwaliteit enigszins afhankelijk van de locatie op het werkbed waar gesneden wordt. Bij fiber laser is de snijkwaliteit of het gehele werkbed constant. Hierdoor is het ook mogelijk om grootformaat laser machines te realiseren zonder kwaliteitsverlies bij het snijden.
- De lichtstraal wordt verzonden via de optische glasvezel zonder externe reflectie spiegels in het optische lichtpad. Dit spaart kosten, er is geen fijn afstelling van het optische lichtpad nodig, er kan geen lichtpad vervuiling optreden en er zijn minder bewegende delen onderhevig aan slijtage.
- De golflengte van de optische vezellaser (1,06 μm) wordt gemakkelijker geabsorbeerd door het metaal materiaal vergeleken met de golflengte van CO2 (10,6 μm). Dit is vooral gunstig voor het snijden van plaatmateriaal.
De snijsnelheid van het is 2 tot 4 keer hoger dan bij CO2 lasers. Tegelijkertijd heeft een fiber laser een beter snij resultaat voor sterk reflecterend materiaal zoals aluminiumlegering, koper en verschillende koperlegeringen.

Proces parameters bij een Fiber Laser Snijder voor Metaal

- Lens A. Lege hoogte
- Laserstraal B. Puncture Hoogte
- Luchtstroom C. Snijhoogte
- Snijlijn T. Plaatdikte
- Gesmolten materiaal
- Snijvlak
- Nozzle / mondstuk
- Snijrichting
Beïnvloedingsfactoren
- Machine
- Snijsnelheid
- Focuspositie
- Lens
- Nozzle
- Snij gas
- Laser kwaliteit
- Materiaal
- Lightpad
Laser snijsnelheid en laservermogen van een Fiber Laser Snijder voor Metaal
Het laservermogen heeft een grote invloed op de snijdikte, snijsnelheid, snijbreedte en snijkwaliteit. Over het algemeen geldt: hoe groter het laservermogen, hoe groter de snijdiepte en hoe hoger de snijsnelheid.
Voor verschillende materialen en diktes is er een optimale instelling voor snijsnelheid en laservermogen. Bij deze instellingen is de ruwheid van het snijvlak het kleinst. Buiten het optimale werkingsgebied neemt de oppervlakteruwheid van het werkstuk toe. Daarnaast is de snij efficiëntie lager wat leidt tot hogere kosten. Als er nog verder buiten deze instellingen gewerkt wordt, zowel te hoog als te laag vermogen zal dat resulteren in brand- of slakvorming.
Wanneer het laservermogen en de druk van de hulp gassen constant gehouden worden is er een niet lineaire omgekeerde relatie tussen de snijsnelheid en de spleetbreedte:
- Naarmate de snijsnelheid toeneemt, neemt de spleetbreedte af.
- Naarmate de snijsnelheid afneemt, neemt de spleetbreedte toe.
De snijsnelheid heeft een parabolische relatie met de oppervlakteruwheid van de snede.
Naarmate de snijsnelheid vanaf nul toeneemt, neemt de oppervlakteruwheid van de sectie geleidelijk af. Wanneer de optimale snijsnelheid is bereikt, is de oppervlakteruwheid van snede minimaal. Naarmate de snijsnelheid blijft toenemen, zal de oppervlakteruwheid verder afnemen tot er niet voldoende vermogen meer is om helemaal door de onderzijde van de plaat te snijden.
Optimalisatie van snijsnelheid en laservermogen
In het laser programma kan het snijvermogen en de snijsnelheid per ontwerp of subsectie geoptimaliseerd worden. De snijsnelheid is bijvoorbeeld meestal lager wanneer een kleine cirkel of scherpe hoek wordt gesneden. In het programma kan plaatselijk het snijvermogen vermindert worden door de snijsnelheid aan te passen zodat de snijprecisie en snijkwaliteit overal perfect zijn.

Gebruik van hulpgassen bij het lasersnijden van metaal
Het kiezen van de juiste hulpgassen en het optimaliseren van de juiste hoeveelheid is een lastig werkje en essentieel voor een goed eindresultaat.
Het optimaliseren hiervan kost tijd en ervaring, die typisch wordt opgebouwd door veel te experimenteren met verschillende materialen, vermogens, gasdrukken en snij snelheden. We proberen u hier enigszins op weg te helpen, hierbij proberen we vragen te antwoorden als:
- Hoe het juiste hulpgas te kiezen?
- Welke aspecten van de snijkwaliteit worden beïnvloed door verschillende gassen?
- Welk hulpgas moet worden gebruikt voor verschillende materialen?
- Welke druk van het hulpgas moet gebruikt worden?
- Hoe zuiver moet het gas zijn?
Verschillende functies van hulpgassen
Hulpgassen hebben een aantal functies:
- Gebruik het hulpgas om de slak in de coaxiale zaagsnede weg te blazen
- Koel het oppervlak van het werkstuk om de effecten van de extreme lokale warmte te verminderen
- Koel en voorkom vervuiling van de laser lens zodat deze niet oververhit raakt
- Sommige snijgassen helpen om het basismetaal te beschermen.
Verschillende materialen vereisen het gebruik van bijpassende hulpgassen.
Voor het lasersnijden van koolstofarm plaatstaal wordt over het algemeen zuurstof gebruikt. De rol van zuurstof in het snijproces van koolstofstaal is om het gesmolten materiaal van brandstof te voorzien en af te blazen.
Soorten hulpgassen en kenmerken
De hulpgassen die veel worden gebruikt bij lasersnijden zijn:
- stikstof
- zuurstof
- lucht
De druk- en stroomvereisten van hulpgas zijn verschillend voor materialen met verschillende diktes en verschillende materialen.
Zuiverheid van hulpgassen
Onzuiverheden in het hulpgas kunnen de lens beschadigen, waardoor fluctuaties in het snijvermogen ontstaan. Daarnaast kunnen er inconsistenties ontstaan aan de onder of bovenzijde van het plaatmateriaal.
Zuurstof
De zuiverheid van zuurstof is over het algemeen hoger dan 99,5%. Hoe hoger de zuiverheid, hoe helderder het snijoppervlak. Het is belangrijk op te merken dat de zuurstof onzuiverheden bevat, zoals water, die de snijkwaliteit van het plaatoppervlak ernstig kunnen aantasten. Als de zuurstof zuiverheid niet hoog is en de verwerkte onderdelen hogere eisen stellen aan de oppervlaktekwaliteit, is het noodzakelijk om zuurstof droogapparatuur en andere apparaten toe te voegen om de zuurstof zuiverheid te verbeteren.
Stikstof
Stikstof wordt meestal gebruikt voor het snijden van roestvrij staal en materialen van aluminiumlegeringen. De rol van stikstof in het snijproces van roestvrij staal is om oxidatie te elimineren en de smelt af te blazen. Hoe dikker de plaat, hoe hoger de benodigde stikstof druk. Bij het snijden van roestvast staal is de vereiste stikstof zuiverheid doorgaans hoger dan 99,999%. Stikstof met een lage zuiverheid kan leiden tot vergeling van het snijoppervlak en een lagere helderheid.
Druk van hulpgassen
De hoeveelheid luchtdruk die gebruikt kan worden voor verschillende soorten hulpgassen is verschillend.
Op basis van de eigenschappen van het gas, zoals ontvlambaarheid en verbranding, en experimenteren worden de optimale instellingen bepaald.
Als het hulpgas gebruikt wordt om slakvorming te voorkomen of de lens te beschermen dan geldt grofweg dat hoe groter de gasdruk, hoe meer metaaldamp er kan worden weggeblazen. Als gevolg daarvan kan de met hogere snelheid gesneden worden. Dit is de functie van het gebruik van stikstof bij het snijden van dunne platen.
Voor dik plaatmateriaal is dit weer anders. MetaQuip kan u helpen met het vinden van de optimale settings voor uw materialen.

Zuurstof
Hoofdzakelijk gebruikt voor het snijden van koolstofstaal.
Terwijl de zuurstof reactiewarmte wordt gebruikt om het snij rendement te verhogen, verhoogt de resulterende oxide film de spectrale absorptiefactor van de bundel van het reflecterende materiaal. Het uiteinde van de snijsnede is zwart of donkergeel.
Zuurstof wordt hoofdzakelijk gebruikt voor gewalst staal voor lasconstructies, koolstofstaal voor mechanische constructies, gereedschapsplaat, roestvrij staal, gegalvaniseerde staalplaat, koper, koperlegering, enz. De zuiverheidseis is over het algemeen 99,95% of hoger. De belangrijkste functie is het verbranden en wegblazen van de gesneden smelt.
De druk en het debiet zijn verschillend, wat onlosmakelijk verbonden is met de grootte van de nozzle en de dikte van het materiaal.
Over het algemeen is de vereiste druk 0,3-1 MPa en het debiet varieert afhankelijk van de dikte van het materiaal. Als u bijvoorbeeld 22 mm koolstofstaal snijdt, moet de stroomsnelheid 10 m3 / u bedragen.
Stikstof
Stikstof voorkomt dat er een oxidefilm neerslaat op het snijoppervlak bij het snijden met zuurstof. Voordeel is dat het materiaal na afloop meteen gelast kan worden. De snijsnede is witachtig.
De belangrijkste materialen zijn roestvrij staal, verzinkt staal, messing, aluminium, aluminiumlegering, enz. De rol is om oxidatie te voorkomen en de smelt af te blazen.
De zuiverheid van het stikstof is heel belangrijk. Vooral bij roestvast staal van 8 mm of meer is doorgaans een zuiverheid van 99,999% vereis met een (relatief hoge) druk van ongeveer 1,5 MPa.
Als u roestvrij staal van 12 mm of dikker wilt snijden moet de druk 2 Mpa of hoger zijn.
Het debiet varieert afhankelijk van het type mondstuk, maar is over het algemeen groot. Voor het snijden van 12 mm roestvrij staal is bijvoorbeeld 150 m3 / u nodig, terwijl voor het snijden van 3 mm slechts 50 m3 / u nodig is.
Lucht
Lucht kan rechtstreeks vanuit een luchtcompressor worden aangevoerd, dus erg goedkoop in vergelijking met de andere gassen.
Hoewel lucht ongeveer 20% zuurstof bevat, is het snij rendement veel minder dan dat van zuurstof, en het snijvermogen is meer vergelijkbaar met dat van stikstof.
De belangrijkste toepasbare materialen zijn aluminium, roestvrij koper, messing, gegalvaniseerde staalplaat, enzovoort.
Wanneer de kwaliteitseisen van het gesneden product hoog zijn zoals bij aluminium, aluminiumlegering, roestvrij staal, enz. dan is gebruik van lucht niet aan te raden, omdat lucht het basismateriaal oxideert. De keuze welk hulpgas is ook deels een kostenafweging.
Als de kwaliteitseisen niet zo hoog zijn en er zowiezo nog nabewerking (zoals lakken) gaat plaatsvinden kan het werken met lucht een goede optie zijn. Als het gesneden onderdeel het eindproduct is en er geen verdere processtappen zijn is het nodig om zuurstof of stikstof als hulpgas te gebruiken.
Van ontwerp naar resultaat met een fiber laser snijder voor metaal

Features van een Fiber Laser Snijder voor Metaal
In vergelijking met andere thermische snijmethoden wordt lasersnijden gekenmerkt door een hoge snijsnelheid en hoge kwaliteit, zoals hieronder samengevat:
Goede snijkwaliteit
Lasersnijden kan een hele hoge snijkwaliteit bereiken dankzij de kleine laser spot, hoge energiedichtheid en hoge snijsnelheid. De laserstraal focust tot een klein lichtpunt, waardoor in het brandpunt een hoge vermogensdichtheid wordt bereikt. Het materiaal wordt snel verwarmd tot verdamping. Met de relatieve lineaire beweging van de laserkop ten opzichte van het materiaal wordt het gat continu gevormd tot een smalle lasersnede. De snijkant van de lasersnede wordt minimaal beïnvloed door de ingebrachte hitte en er is geen vervorming van het werkstuk. Bij het snijproces worden hulpgassen toegevoegd die geschikt is voor het gesneden materiaal.
Materialen met een hoge reflectie, zoals goud, zilver, koper en aluminium, zijn goede warmtegeleiders wat lasersnijden moeilijker of in een aantal vervallen soms onmogelijk maakt. Lasersnijden met fiber laser kan braamloos met hogere precisie dan bijvoorbeeld plasmasnijden.
Geen mallen en stansen – snel en goedkoop
Voordeel van lasertechniek is dat er er geen stansen en mallen nodig zijn. Hoewel de verwerkingssnelheid nog steeds langzamer is dan met een matrijs zijn er geen investeringen in matrijzen en matrijs onderhoud nodig wat tijd en kosten scheelt.
Smalle lasersnede
De lasersnede is smal, de spleten zijn parallel en loodrecht op het oppervlak en de maatnauwkeurigheid van de snijden kan ± 0,05 mm bedragen.
Geen nabewerking
Het snijoppervlak is glad en mooi, de oppervlakteruwheid is slechts enkele tientallen micrometers en lasersnijden kan zelfs als laatste processtap worden gebruikt. Er is geen verdere nabewerking vereist en de onderdelen kunnen direct worden gebruikt.
Geen vervorming
Na lasersnijden is de breedte van de door warmte beïnvloede zone klein. Waardoor het materiaal ook in de buurt van de lasersnede vrijwel onaangetast is zonder vervormingen.
Hoge snij-efficiëntie
U kunt de laserfile zo indelen dat er maximaal efficient gebruik gemaakt wordt van het beschikbare materiaal. Indien het ontwerp aangepast moet worden is dit meestal snel en eenvoudig aan te passen.
Verder hoeft het materiaal niet geklemd of gefixeerd te worden tijdens het lasersnijden, wat tijd bespaart voor opspanning of voor laden en lossen.
Hoge snijsnelheid
Door een 2 mm koolstofarme stalen plaat te snijden met een fiber laser snijmachine met een laservermogen van 1500W, kan de snijsnelheid 600 cm / min bedragen.
Contactloos snijden
De laserstraal is een contactloos snijgereedschap en oefent geen kracht uit op het werkstuk, wat betekent:
- Geen mechanische vervorming van het werkstuk;
- Geen gereedschapsslijtage, geen probleem met gereedschapwissels;
- Het lasersnij vermogen wordt niet beïnvloed door de hardheid van het snijmateriaal. Elk hardheid materiaal kan worden gesneden.
Makkelijk aan te passen en flexibel
De laserstraal is makkelijk te controleren, aan te passen en flexibel, dus:
- Fiber laser machines zijn goed te combineren met automatiseringsapparatuur en het snijproces is makkelijk te automatiseren.
- Een ontwerp kan oneindig worden gekopieerd.
- In combinatie met de computer kan de hele plaat worden gerangschikt om materiaal te besparen.
- Een groot aantal verschillende metalen kan met dit soort machines gesneden worden.
Metaalsoorten geschikt om te lasersnijden

Constructiestaal
Het materiaal krijgt betere resultaten als het met zuurstof wordt gesneden.
Wanneer zuurstof wordt gebruikt als hulpgas, wordt de snijkant licht geoxideerd. Voor platen met een dikte tot 4 mm kan stikstof worden gebruikt als gas voor snijden. In dit geval wordt de snijkant niet geoxideerd. Bij platen met een dikte van meer dan 10 mm kan olie op het oppervlak van het werkstuk worden aangebracht om een betere snijkwaliteit te krijgen.
Roestvrij staal
Zuurstof kan worden gebruikt wanneer oxidatie van de snijkant acceptabel is. Gebruik stikstof om een niet geoxideerde rand te krijgen zonder bramen.
Titanium
Titanium platen worden gesneden met argon en stikstof als procesgassen.
Aluminium
Ondanks de hoge reflectiviteit en thermische geleidbaarheid kan aluminium tot een dikte van 6 mm worden gesneden, afhankelijk van het legering type en het laservermogen.
Bij snijden met zuurstof is het snijvlak ruw en hard. Bij gebruik van stikstof is het snijvlak glad.
Zuiver aluminium is erg moeilijk te snijden vanwege zijn hoge zuiverheid. Het lasersysteem moet worden uitgerust met een “reflecterende absorptie” -inrichting voor het snijden van aluminium, anders beschadigen de optische componenten door reflectie.
Koper en messing
Beide materialen hebben een hoog reflectievermogen en een zeer goede thermische geleidbaarheid.
Messing met een dikte van 1 mm kan met stikstof worden gesneden. Koper met een dikte van minder dan 2 mm kan worden gesneden met zuurstof.
Koper en messing worden alleen gesneden als het lasersysteem is uitgerust met een “reflecterende absorptie” -inrichting, anders beschadigen de optische componenten door reflectie.
Snijkwaliteit van een Fiber Laser Snijder voor Metaal
Lasersnijmachine is een soort apparaat dat de traditionele metaal snijmethodes gedeeltelijk kan vervangen. Het heeft een hoge snijsnelheid en hoge snijkwaliteit.
In de afgelopen jaren zijn fiber laser metaal snijders op grote schaal gebruikt om het lasersnijden van metaal gemakkelijker en efficiënter te maken.
Maar hoe kunnen we beoordelen een lasersnijder goed is? De snijkwaliteit van de lasersnijmachine is een belangrijke maatstaf om te beoordelen of de snijmachine gekwalificeerd is.
Lees hier meer over het beoordelen van de snijkwaliteit van een fiberlaser…
Hoe u de snijkwaliteit kunt verbeteren
Hardware factoren
- Is de lens schoon?
- Bevindt de laserstraal zich in het midden van het mondstuk?
- Komt de werkelijke positie van de brandpuntsafstand overeen met de positie van de brandpuntsafstand op de schaal
Parameter factoren
- Focusafstand
- Snijsnelheid
- Snijdruk van de hulpgassen
- Laservermogen

Toepassingen van Fiber Laser Snijder voor Metaal
In de automobielindustrie wordt de snijtechnologie van ruimte curven zoals auto dakramen op grote schaal gebruikt. Volkswagen AG gebruikt een 500W-laser om complexe carrosserie vellen en verschillende gebogen onderdelen te snijden.
In de lucht- en ruimtevaartindustrie wordt lasersnijtechnologie voornamelijk gebruikt voor het snijden van speciale luchtvaartmaterialen, zoals titaniumlegering, aluminiumlegering, nikkellegering, chroomlegering, roestvrij staal, ceriumoxide, composietmaterialen, kunststoffen, keramiek en kwarts.
Lucht- en ruimtevaartcomponenten die worden gerealiseerd met lasersnijden, omvatten motorvlambuis, dunwandige machine van titaniumlegering, vliegtuigframe, huid van titaniumlegering, vleugel met lange achtersteven, staartbeplating, hoofdrotor van helikopter, keramische warmte-isolatietegel van spaceshuttle enz.
De producten die geschikt zijn voor lasersnijden kunnen over het algemeen in een aantal categorieën worden ingedeeld.
Flexibele verwerking van plaatmateriaal
Plaatwerk dat vanuit technisch of economisch oogpunt niet geschikt is om de mal te maken, vooral werkstukken met een gecompliceerde contourvorm en kleine batches. Bespaart kosten en tijd voor het maken van mallen.
Voorbeelden van producten: automatische lift constructiedelen, lift panelen, werktuigmachines en afdekplaten van voedsel machines, diverse elektrische gaskasten, schakelapparatuur, textiel machine delen, constructie machines structurele onderdelen, grote motor silicium staalplaat, enz.
RVS voor decoratieve toepassingen
Roestvast staal (diktes tot 3 mm) gebruikt voor decoratie, reclame, service-industrie of logos, marketing en belettering. Zoals logo’s van van bedrijven, overheidsinstellingen, hotels, winkelketens, enzovoorts.
Speciale onderdelen die gelijkmatig moeten worden gesneden
Typische onderdelen zijn stansplaten die wordt gebruikt in de verpakkings- en grafische industrie.
Nieuwe applicaties en maatwerk
Nieuwe applicaties worden iedere dag toegevoegd. Denk aan 3D lasersnijsysteem of industriële robots om 3D curves te lasersnijden of speciale snijsystemen met geïntegreerde materiaal transportsystemen en technische systemen om de productie-efficiëntie te verbeteren. Nieuwe toepassingen in machinebouw en scheepsbouw.
Fiber Laser Snijder voor Metaal
MetaQuip heeft een portfolio van kleine tot hele grote fiber laser metaal snijders voor zowel plaatmateriaal als voor buismateriaal. Mocht u op zoek zijn naar een machine voor een speciale toepassing dan kan MetaQuip ook maatwerk oplossingen realiseren. Bekijk ons fiber metaal lasersnijder portfolio.
Vaak gestelde vragen
Welke metaalsoorten kunnen met een fiber lasersnijder worden bewerkt?
MetaQuip’s fiber lasersnijders zijn geschikt voor staal, roestvrij staal, aluminium, messing, koper en meer.
Wat is de maximale plaatdikte die een fiber lasersnijder aankan?
Afhankelijk van de laserbron kunnen onze lasersnijders metalen verwerken met een dikte tot meer dan 10 mm.
Hoe nauwkeurig zijn MetaQuip lasersnijders?
Onze machines bieden een precisie tot op micrometerniveau, waardoor ze perfect zijn voor complexe ontwerpen en toepassingen.
Is nabewerking nodig na het snijden met een fiber laser?
Meestal is nabewerking niet nodig, omdat fiber lasersnijders gladde en braamvrije randen leveren.
Hoe werkt automatische focus-hoogtecorrectie?
De snijkop past zich automatisch aan de hoogte van het materiaal aan, wat zorgt voor consistente snijkwaliteit, zelfs bij oneffenheden.
Kan ik CAD-ontwerpen direct gebruiken met de lasersnijder?
Ja, onze machines ondersteunen directe import van CAD-bestanden en bieden compatibiliteit met gangbare ontwerpprogramma’s. Het snijpad dient nog wel geoptimaliseerd te worden voor het snijproces.
Zijn de lasersnijders geschikt voor zowel prototyping als productie?
Absoluut. Ze zijn flexibel inzetbaar voor prototyping, kleine batches en grootschalige productie.
Hoe energiezuinig zijn MetaQuip fiber lasers?
Fiber lasers zijn zeer efficiënt en verbruiken minder energie dan traditionele CO₂-lasers, wat resulteert in lagere operationele kosten.
Hoe onderhoudsintensief zijn de machines?
Onze lasersnijders vereisen minimaal onderhoud. MetaQuip biedt onderhoudsplannen en ondersteuning om de levensduur van je machine te maximaliseren.
Zijn er veiligheidsmaatregelen ingebouwd?
Ja, onze machines voldoen aan alle Europese veiligheidsnormen en zijn uitgerust met beschermingssystemen zoals een volledig afgesloten werkruimte en noodstops.
Kan ik een test of demonstratie krijgen voordat ik koop?
Ja, we nodigen je uit voor een demonstratie in onze showroom en kunnen tests uitvoeren met jouw materialen.
Hoe snel kan een lasersnijder werken?
De snelheid hangt af van het type materiaal en de dikte, maar fiber lasers staan bekend om hun hoge verwerkingssnelheid.
Is er training beschikbaar voor mijn team?
MetaQuip biedt uitgebreide trainingen voor jouw personeel, zodat ze efficiënt en veilig met de machines kunnen werken.
Waarom zou ik kiezen voor MetaQuip?
MetaQuip biedt hoogwaardige machines, op maat gemaakte oplossingen, uitgebreide ondersteuning en een sterke focus op klanttevredenheid. Onze ervaring en expertise maken ons een betrouwbare partner voor jouw metaalbewerkingsbehoeften.

